3D打印材料在阀门制造中的应用
文章出处:http://valvemagazine.com/magazine/sections/materials-q-a/10361-3d-printing-materials.html
作者:Brett Hofman
翻译:Gordon

问:3D打印和增材制造在各个行业已成为流行语,但是在阀门领域它们是什么意思,涉及的材料是什么?
答:“增材制造”和“ 3D打印”已成为工程和制造界的一种现象。但是,该术语可能指的是大量不同的制造方法和机器中的一种。这可能会引起混乱,因为有些人描绘的是小型塑料模型,而另一些人则想象出金属格子结构,而另一些人则以异乎寻常的材料形象化了复杂的喷气发动机零件。
通常,增材制造是指以较小的增量构建零件(无论是阀零件,喷气发动机喷嘴还是台式玩具)的概念,直到生产出接近最终形状的零件为止。这将占用太多空间来覆盖所有增材制造过程,或者在本专栏中的任何一个细节上都将进行详细介绍,但是下表总结了最常见的过程,它们通常使用的材料类型以及这些过程当前用于什么用途。生产,以及将来如何使用它们—都在阀门行业范围内。
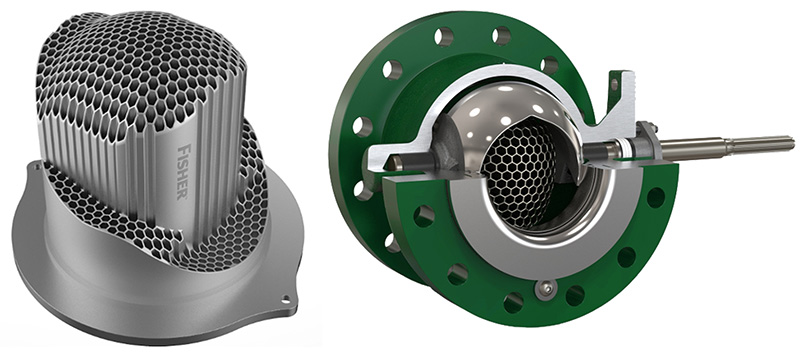
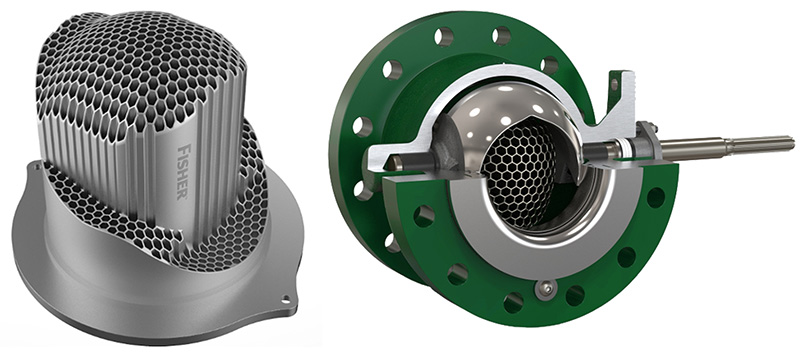
增材制造的最著名优势是能够产生复杂的几何形状,而传统的制造技术很难或不可能制造出这种形状。将曲折的路径加工成严酷工况的笼罩会限制可能的几何形状。在铸造过程中使用小型型芯非常耗时,昂贵并且可能导致质量问题。焊接,铜焊或组装多个组件以制成一个笼罩可能会导致成本过高或不可靠。
在讨论金属零件时,激光粉末床熔合(L-PBF)是突出的过程。因为零件开始时是粉末金属,然后被激光熔化,所以要留出一条路径使工艺流体流过笼罩,就需要对激光进行编程,以跳过成品零件中不是固态金属的区域。当机器完成构建时,可以清除散落的粉末,并且无需进行加工即可创建复杂的内部流动通道。

L-PBF的主要限制是所需设备。当前的机器具有完全密封的腔室,该腔室用惰性气体吹扫以防止粉末在打印时与空气反应。腔室的尺寸限制了可生产零件的尺寸,有效使用较大腔室尺寸的技术正在开发中。定向能量沉积(DED)机器可以绕过此限制。尽管有些确实具有密封的腔室,但另一些却仅在引导能源的区域吹惰性气体。本质上,这与在焊接操作中使用保护气体相同。由于一次只能屏蔽一小块区域,因此零件尺寸的限制是固定物料和能量源的机械臂的运动范围。可以通过这种方式产生复杂的几何形状,但是DED机器的分辨率远低于L-PBF。
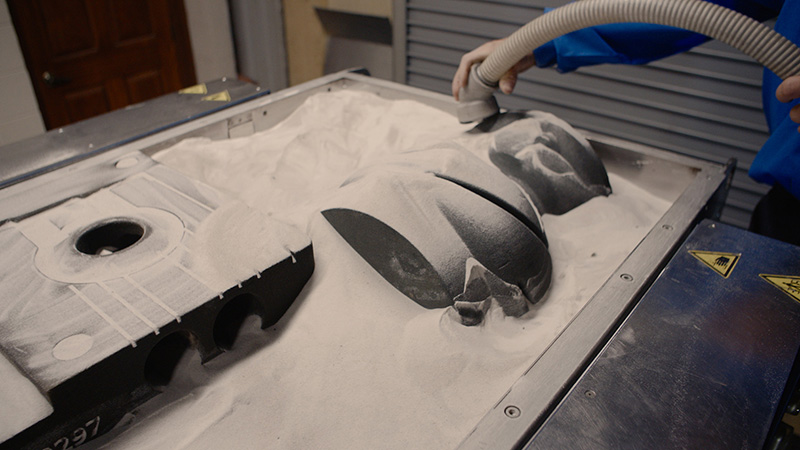
粘合剂喷射印刷是一种类似于L-PBF的过程,除了喷嘴代替激光熔融金属外,它还会喷射粘合剂以将粉末颗粒融合在一起。打印完成后,松散的粉末将被清除,剩下3D对象。当前,该技术最普遍的应用是在用于金属铸造的砂模的生产中。传统的砂模是通过在模型周围形成砂子而制成的,这意味着必须在铸造零件之前先产生模型。

粘结剂喷射印刷绕过了对图案的需求,从而减少了生产铸件所需的时间。这对于产量较低的零件(例如专门设计的阀门或旧产品的替换零件)特别有用。此外,由于浇铸到印刷砂模中的铸件的测试和认证方法与传统铸模相同,因此与其他增材制造工艺相比,采用该技术的障碍更少。沙不是唯一可以使用粘合剂喷射技术打印的材料。不能焊接的陶瓷和金属也可以形成复杂的几何形状。印刷后,将零件烧结并去除粘合剂以产生固体。通常,用这种方法生产的零件含有孔隙,这与L-PBF和DED不同,后者可以生产出孔隙率非常低的零件。但是,粘结剂喷射印刷允许将材料生产成传统制造技术无法达到的形状。
聚合物的增材制造已经变得很普遍,从家庭到工业用途的各种打印机都可以制造和出售。对于阀门制造商而言,熔融沉积成型(FDM)和立体光刻设备(SLA)这两种主要技术尚未进入生产成品零件的方式,而是被广泛用于快速创建原型和固定装置,夹具或其他制造辅助工具。在将这些过程用于成品零件之前,要清除这些过程的最大障碍之一就是材料的选择有限。当可以印刷适用于诸如垫圈,隔膜或其他密封件之类的材料时,将出现通过增材制造使密封成为可能的新颖设计。
3D 3D打印已经开始改变阀门制造行业,但是这些新制造工艺的标准化在实施方面滞后。目前,确保增材制造零件的质量和适用性很大程度上取决于各个阀门制造商和最终用户。但是,已经编写了一些针对增材制造的316L不锈钢和钛的ASTM标准:分别为ASTM F3184和ASTM F3302。在ASME内部,有一个压力技术规范标准特别技术委员会,专门针对增材制造在保压设备中的使用。