您是否对自动阀门进行了充分测试?
摘自chemicalprocessing杂志
作者:Stan Hale, Loyd Hilliard,Vince Mezzano
翻译:Gordon
更新的技术报告提供了有关部分行程测试的重要见解

国际自动化协会(ISA)工作组,负责ISA TR 96.05.01 2008年版,涉及自动阀的部分行程测试,于2017年底发布了原始技术报告(TR)的更新。此最新版本是由于冗长的过程导致的包括来自最终用户,阀门和执行器原始设备制造商,过程安全工程师,阀门维护提供商,工程服务公司和顾问的意见。来自业界最终用户的反馈是积极的。
尽管不包含强制性要求,但更新后的TR非常有用,是负责自动阀测试程序的工程师的必读材料。
此更新引入了在发行2008版本时并未广泛部署的概念。这些反映了针对严格的自动化阀门,测试和分析方法的更严格的过程安全标准和有效的证明测试方案的发展。从最初的部分行程测试(PST)实施和自动化的在线阀门测试程序中获得的经验表明,关键概念应纳入PST和旨在支持过程安全目标的其他阀门验证测试程序中。
最重要的补充是余量的概念。余量是阀门和执行器制造商以及阀门测试工程师熟悉的术语;在评估任何阀门的设计性能时,它是关键的性能参数。简而言之,余量是将阀门关闭部件移至其所需位置所必须施加的力与已安装的执行器提供该作用所需的力的能力之间的差,即,容量–需求=余量。
余量的概念类似于通常为新的自动阀指定的安全系数的概念。但是,安全系数是设计目标,而余量是实际结果。从理论上讲,当自动阀是全新的时,余量应等于安全系数。服务一段时间后,为目标安全系数提供基础的预期降级机理将开始影响阀门性能,余量将降低。
只要余量保持等于或大于零,通常会认为自动阀能够执行其预期功能。执行器的容量和阀门的操作要求都会因使用条件而变化,结果,功能余量会降低。因此,PST和其他证明自动阀仍然能够在下一个周期或将来某个时刻执行关键功能的证明方法必须能够评估余量状况。
四种方法
运营公司会定期进行定期测试,以确保自动阀在需要时能够正常运行。96.05工作组确定了部分行程测试中目前在行业中使用的四种不同的测量,分析和验收标准方法,并设计了一个过程来帮助最终用户确定每个人提供的验证测试覆盖范围。
四个测试和评估级别是:
1级–不带仪器的部分行程测试;
2级–具有事件计时的部分行程测试;
3级-使用基于执行器的仪器进行的部分行程和全行程测试(例如,控制信号,压力和位置反馈);
4级-使用外部条件监视系统进行的部分和全行程测试,包括级别3参数,并结合了过程系统和基于阀门的测量(例如,扭矩/推力和声泄漏检测)。
在 2017 年更新开发期间进行的分析表明,每次更高的实施级别,校样测试覆盖率都会显著增加。导致当前更新的讨论表明,1 级可能是使用最广泛的自动阀门测试方法。然而,这是最不有效的。在 1 级测试期间,阀门只是循环一些部分冲程距离;记录的唯一测量值是阀门是否移动。各种论文、技术报告和小组委员会与会者的意见表明,1级实施提供了最低级别的校对测试覆盖率。
2 级方法使用仪器测量阀门在两个已知位置之间行驶所需的时间。当所有东西保持不变(例如系统压力、执行器压力、电磁阀响应等)时,阀门行驶已知距离和返回所需的时间的变化可用于检测余量的变化。此附加信息通过揭示某些与余量相关的降级来增加测试覆盖率。请务必注意,最终用户必须为周期时间的变化制定有意义的验收标准,以确保此方法尽可能有效。
3 级方法是某些阀控制器(例如位置变送器和定位器)的内置功能。最终用户查找执行器仪表提供的控制信号、压力和位置之间的关系的变化,以评估指示边距下降的改变性能。3 级方法对于双作用驱动来说非常简单,但单作用弹簧复位驱动还受其他不确定性的约束。额外的不确定性源于执行器弹簧提供关闭力,而不是可测量的压力。
4 级集成了安装在阀门和执行器上的传感器和数据采集设备,但与控制系统保持分离。这通常包括扭矩或推力量具、压力传感器、位置变送器和声学设备,用于检测阀门关闭时的泄漏或流量。4 级方法虽然比其他方法成本更高,但可提供最高级别的校对测试覆盖率,降低按需故障 (PFD) 的故障概率,并使安全目标更容易获得。
故障类型
工作组还确定了自动阀故障的48种不同类别,并对列表进行了强行排序,以找出最常发生的原因以及哪个PST实施级别可以有效地检测到每种原因。新版TR中的指南建议最终用户进行类似的分析,并采用统计数据或专家小组程序来识别和排序其设施中阀门故障的原因。
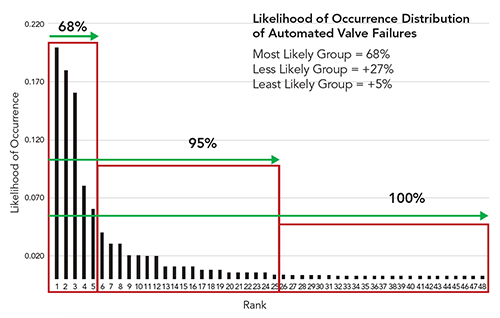
强制排名还用于确定哪些降级或失败原因最有可能、不太可能发生和发生的可能性最小。工作组制定了初步的统计分类,以设置这三个类别。如图 1 所示,五类故障估计在 68% 的时间内会导致故障。接下来的 20 个降级类别预计会导致 27% 的时间失败,而过去 23 个降级只导致 5% 的时间失败。因此,任何预期达到 95% 覆盖率的校对测试方法都必须检测在最可能和不太可能的组中列出的所有故障原因。
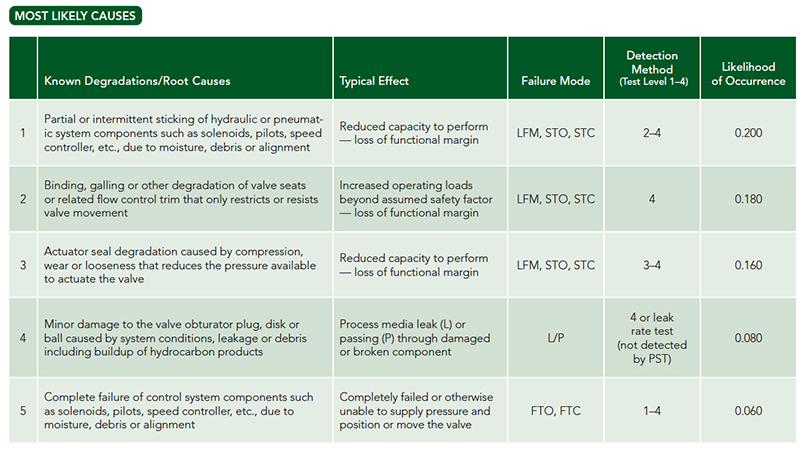
表 1 提供了有关五个最有可能故障原因的更多详细信息。根据工作组参与者和被调查者的经验,自动阀故障的最可能原因实际上并不涉及阀门或执行器。相反,电磁阀、先导和其他控制部件导致的故障比任何其他原因都多。控制组件的问题预计会导致 20% 的时间故障,并导致各种故障模式,包括功能余量损失 (LFM)、开机速度慢 (STO) 和关闭速度慢 (STC)。当执行器没有足够的压力产生重新定位阀所需的力时,功能余量受到影响。除非在校样测试过程中进行详细的测量,否则 LFM 故障通常会隐藏。虽然自动阀在零压或低压条件下的循环测试期间会改变位置并看似可操作,但当自动阀必须在紧急情况下运行或产生更重的工艺环境时,它们可能无法完全关闭。当测试方法无法评估余量时,这种缺陷仍然隐藏。
第二种最有可能的降解只会增加重新定位阀门所需的扭矩。碳氢化合物副产品、碎屑或其他污染物聚集在阀芯或阀座上,可能导致这种情况。在极端情况下,制造公差加上轻微损坏或碳氢化合物沉积物,使负载超出执行器能力,而自动阀似乎卡住。但是,最可能的影响是所需扭矩高于最初假定的扭矩负载。在这些情况下,执行器将在零或低工作压力下重新定位阀门,但在最坏情况下重新定位阀门或工艺故障时没有所需的余量;除非使用 3 级或 4 级测量来量化余量变化,否则这通常仍然是一个隐藏的故障。
自动阀故障的第三个最可能原因是执行器内压力密封部件的老化。当执行器是新的时,对压力做出反应并产生重新定位阀所需的力的内部活塞表面可以依赖于大小调整计算中假定的全部压力。当密封老化或故障降低可用压力时,执行器无法产生在尺寸调整过程中假定的力。需要 3 级和 4 级方法提供的压力与位置或压力与扭矩测量,以确定这种通常隐藏的故障。
第四最可能的退化和失败原因通常是第二个罪魁祸首。随着阀座上的碎屑或堆积物继续增加,阀座最终被抬起或变形,以至于阀门在关闭时会泄漏。这种特殊的退化需要关闭阀门,因此无法通过PST进行检测。即使在压力下关闭阀,除非使用能够识别和量化泄漏的传感器或测试方法,否则泄漏仍会隐藏。
第五种最可能的降级是阀门将不移动并出现卡住的情况。所有测试级别都可以识别打开失败(FTO)或关闭失败(FTC)。
重要的是要注意,最常见的1级PST方法无法检测到有62%的时间可能是导致故障的四个最可能的退化。
安全检测系统中使用的自动阀门需要定期校对,以确保保持必要的安全完整性水平 (SIL)。为安全系统中使用的阀门建立 SIL 的两个关键变量是校样测试覆盖率(有时称为诊断覆盖率)和按需故障的可能性。上面讨论的每个逐步提高的测试级别都提供了越来越多的诊断覆盖率,使 SIL 目标更易于获得 – 前提是最终用户使用数据并在数据表明故障风险增加时做出响应。
您的测试有多好?
至关重要的是,最终用户必须了解其所选测试策略如何识别和量化已知会导致自动阀故障的退化。ISA TR 96.05.01 2017 更新提供了最终用户应该采用的流程示例,根据每个设施或运营公司的做法和经验确定期望的覆盖级别。
经过冗长的讨论和分析,工作组参与者得出结论,在执行PST期间,性能测量是必不可少的,以使测试有意义,并提供适当支持安全目标所需的阀门可操作性信息。工作组保持活跃,并计划在出现新数据,经验或专门知识的情况下继续改进自动阀测试的指南。最近,工作组将精力重新集中在一般自动阀的现场验证测试上。工作组以PST指南为起点,将概念扩展到无法使用PST或最终用户选择依赖全周期测试的应用。
关于作者:
STAN HALE是总部位于佐治亚州肯尼索的顾问。LOYD HILLIARD是德克萨斯州斯塔福德的Puffer-Sweiven的严格服务业务经理。VINCE MEZZANO是德克萨斯州Sugar Land的Fluor公司的控制系统工程高级研究员,并且是ISA S96阀门执行器工作组的主席。